银锭辩伪主要通过观察银锭上部表层丝纹和银锭底部蜂窝。
一、银锭丝纹
银锭丝纹的形成一方面与银料的纯度有关,另一方面受冷凝过程的影响。
银料纯度的影响,通过实验表明,纯银液浇铸出的银锭,丝纹均匀分布,纹路明显而连贯,从锭面边缘向中心平稳过渡、逐渐消失,见图1。含铜量在2-5%的银液浇铸,可见丝纹出现;含铜5%的银锭,丝纹纹路不突出,局部区域纹路分布不连贯、模糊不清或没有丝纹;含铜量超过8%,看不到明显的丝纹。
凝固过程与银液温度、环境温度、铁范壁厚、浇铸速度等都有关系。其中,对丝纹形成影响最大的是银液浇铸时的温度。根据实验,低温浇铸(银液980-1000℃),银锭正面不出现丝纹,或丝纹不明显,呈断续状分布,纹路很难闭合;高温浇铸(1250-1400℃)不显丝纹,银锭表面代之以“褶皱”或结晶状出现不平整现象。银液浇铸温度在1050-1200℃,可得到较为理想的丝纹。

图1银锭,丝纹均匀分布,纹路明显而连贯
环境温度也影响丝纹的形态,在15-25℃的环境条件下,铸出的银锭丝纹纹路清晰;而在零下13℃的环境下浇铸,所铸银锭丝纹细但不突出,甚至局部还有不连续现象。可见,环境温度过低,不利于丝纹的形成。
当然,丝纹的形成也与铁范的散热快慢(壁厚)及浇铸速度都有关系,因为这些因素都影响冷凝过程。
人工干预对丝纹的形成有影响。敲击铁范外侧,可以形成丝纹,但纹路分布粗细不匀,或许需要更为熟练的手艺(若敲击力度均匀,掌握合理的节奏,可以形成相对均匀分布的丝纹),对有较高含铜量的银液,不排除采取这种方式来形成丝纹的可能。
清末民国银锭中有一种锭面光亮如镜的“镜宝”,本身是高成色的足银,但却没有丝纹。我们对“镜宝”工艺进行了实验,发现在浇铸宝翅银锭过程中,在银液凝固时,往液面洒入木炭屑,就可以得到锭面无丝纹、平整、光洁的镜面效果。原理应是木炭屑作为银液的保温层,延长了锭面的冷却时间,破坏了锭面由边缘到中心顺利凝结形成丝纹的节奏,从而创造出一种锭面不显丝纹的镜面效果。
二、银锭蜂窝
古代银锭的器型自明朝以降发生了显著变化。宋、元时期的银铤,主要是板形,底部有较大的蜂窝孔洞;而自明朝起,银锭的体积变大,高度增加,两端起翅,蜂窝孔洞却随之变小。这种器形与外观特征上的变化,可能与铸造所使用的铁范形状密切相关。
板形银铤的底与高垂直,对应铸造这类银铤的范腔,其范壁与范底呈直角。而元宝形银锭底部为弧形,对应范腔的范壁与范底呈连续的圆周弧面,如下示意图2。
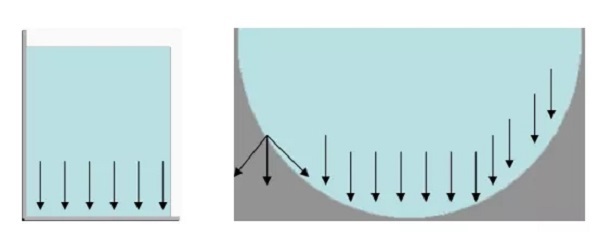
图2直角形(左)与弧形(右)范腔及银液内部压力示意图
直角形范腔,其内部银液全部重量只能施加于底部,在浇铸过程中,在银液压力作用下,气体下沉到底部无处可逸,最终在底部形成大量气泡,由于底部与气泡上方温度梯度的存在而形成滴珠,因此,从理论上来说,较多的蜂窝孔洞出现在板形银铤底部,见图3。在弧形范腔内,银液重力并不全部作用在范腔内壁上,会沿着内壁切线向下、垂直于切线向范壁内部的两个方向分解,在这种情况下,由于范壁对垂直于切向的重力分量反作用力的原因,银液内部压力有所减轻,而由于范壁对银液重力切向分量的反作用力,银液会沿范壁不同方向移动,这些因素,都有利于气体的逸出和气泡体积的减小。从理论上来说,弧形范腔所铸得的银锭,其蜂窝孔相对较少、较小见图4。明、清时期的银锭,底部多为弧面,蜂窝孔变小是一个明显特征,而且有的银锭蜂窝孔很少,可能就是上述原因所至。

图3直角形银锭蜂窝

图4弧形银锭蜂窝
另外,银液厚度与蜂窝的形成有着密切的关系。在浇铸时,银液内部压强与液面高度成正比,相对于宋、元银锭,明、清银锭较厚,银液内部压强大,银液内析出的氧气难以聚集成较大气泡,因此,形成的蜂窝孔也较小。
明、清银锭较前朝形制的变化,还有一个重要特征,即双翅。经过我们的实验分析和综合研究,双翅是在银液凝固前,来回倾倒铁范形成的。在倾倒过程中,银液来回流动,更有利于银液中气体的逸出,会减少蜂窝孔的形成。如下图,中国钱币博物馆藏明代方宝纹银,仅底部一侧区域出现蜂窝。这是因为,浇铸时铁范不是平放的,由于这一区域成为浇铸时的“底部”,于是会有较多蜂窝;而在起翅过程中,由于银液来回流动,大量气体逸出,在其他部位就没有蜂窝孔洞或仅现凹坑。
可见,范腔的形状以及采用的人工操作方式,都会对蜂窝的形成产生影响,这可能也就是银锭器型与外观特征变化的技术原因。
根据中国钱币博物馆黄维文编撰